Приложение G КАЙДЗЕН-ДЕЙСТВИЯ В CANON: КОНКРЕТНАЯ СИТУАЦИЯ
Приложение G
КАЙДЗЕН-ДЕЙСТВИЯ В CANON: КОНКРЕТНАЯ СИТУАЦИЯ
Сanon производит кино- и фотокамеры, копировальные аппараты и офисные компьютеры. Воплощением деятельности компании в области кайдзен стала производственная система Canon (Canon Production System, CPS). Как показано на схеме, представленной на рис. G.1, цели этой системы состоят в создании более качественной продукции по более низким ценам и ускорении ее поставок. Для их достижения Canon разработала три следующие системы: обеспечение качества (QA), обеспечение производства (РА) и обучение персонала (РТ). Первой базовой структурой производственной системы Canon (CPS) служит QA. Продукция компании получила мировое признание благодаря высокому качеству, поэтому Canon стремится его обеспечить на всех стадиях разработки, производства и продаж. Второй базовой структурой производственной системы Canon (CPS) служит система обеспечения производства. Для решения задач РА в отношении своевременных поставок и низкой стоимости Canon разработала две подсистемы: HIT (аналог концепции «точно вовремя») и сигнальную. Первая означает, что детали и изделия производятся лишь тогда, когда надо, и только в том количестве, какое требуется. Canon использует для этой цели карты HIT, или сигналы. Обе подсистемы служат для обеспечения производства в соответствии с концепцией «точно вовремя» путем использования принципа «визуализированного контроля».
Третьей базовой структурой производственной системы Canon (CPS) служит система обучения персонала, которая предполагает постоянное обучение сотрудников компании в рамках программы пожизненного образования.
Рис. G.I. Структурная схема производственной системы Canon (CPS).
Другими важными инструментами решения задач производственной системы Canon (CPS) служат «четыре инвестиции» и «устранение девяти видов потерь». Четыре сферы инвестиций включают технологии, персонал, оборудование и благосостояние. Canon убеждена, что упущения в любой из этих сфер, в конечном счете, могут привести к краху компании.
Что касается потерь, они не всегда очевидны и часто скрыты за каждодневной рутиной. Без определения четких критериев трудно сказать, следует ли браться за их устранение, поэтому производственная система Canon (CPS) выделяет девять видов потерь, показанных на рис. G.2.

Рис. G.2. Девять видов потерь Canon.
В производственной системе Canon (CPS) оцениваются действия по устранению девяти видов потерь. Менеджмент компании убежден, что использование такой классификации помогает людям 1) осознать проблему, 2) перейти от улучшения операций к системному совершенствованию и 3) понять необходимость саморазвития. Рис. G.3 показывает структурную схему девяти видов потерь в понимании Canon.
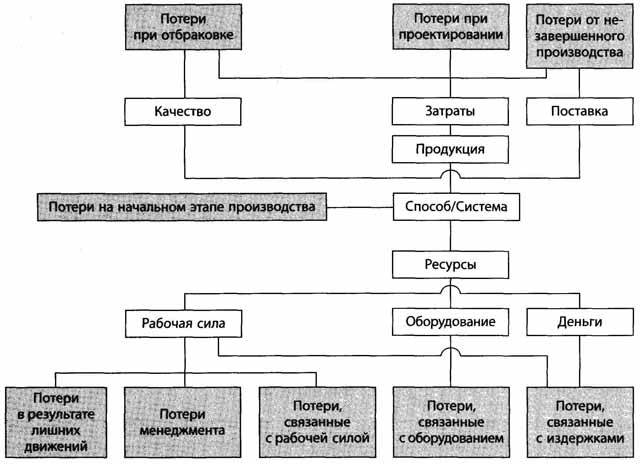
Рис. G.3. Девять видов потерь на производстве.
По оценке менеджмента, в 1983 г. деятельность по снижению затрат, проведенная в масштабах всей компании, за счет производственной системы Canon дала экономию в 24 миллиарда ($100 миллионов).
Этот успех позволил рабочим ощутить уверенность и гордость за свой вклад в общие достижения.
Конечная цель снижения потерь развертывается высшим менеджментом вниз, на уровень цехов, и на каждом из них ежегодно определяются конкретные цели. На одном из заводов Canon развернут «Проект совершенствования-100» («Improvement Project 100»). На рис. G.4 показан листок, используемый в ходе его реализации.
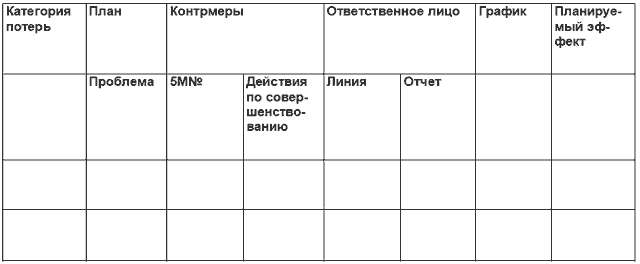
Рис. G.4. Кайдзен-проект 100.
Ниже приводятся разъяснения по заполнению этой таблицы.
1. Потери: обозначается одна из девяти категорий потерь.
2. Проблема: составляется список проблем, соответствующих каждой категории потерь, одновременно приводится идеальная ситуация для определения различий между «должно быть» и «есть».
3. 5М: устанавливается связь с одним из 5М: machine, material, man, method или measurement (станок, материал, человек, метод работы, измерение).
4. №: Порядковый номер.
5. Действия по совершенствованию: контрмеры для достижения идеального состояния (желательны консультации с другими подразделениями, которых касается проблема).
6. Ответственное лицо: фамилия ответственного лица.
7. График: предельный срок завершения проекта.
8. Планируемый эффект:
перспективная оценка эффекта (служит ориентиром при определении приоритета).
В рамках этого проекта менеджерам предложено обдумать более 200 задач по совершенствованию, а цель для бригадира —100. Всем мастерам вручается листок «Кайдзен-проект 100», который они вешают на стену в цехе. Каждый раз, когда им приходит в голову идея по совершенствованию, они заносят ее в листок. Такой список полезен в качестве ориентира при составлении плана работы цеха на месяц.
На некоторых других заводах бригадирам выделены полчаса (с 11.30 до 12.00) для кайдзен, и это время они должны посвятить размышлениям об улучшениях в цехе. В течение этих 30 минут мастера не должны отвечать на телефонные звонки или посещать собрания, поэтому предприятиям дана рекомендация не назначать никаких заседаний на этот час. Бригадиры используют передышку для выявления проблем и работ по программам кайдзен.
На рис. G.5 дан перечень ежегодно вручаемых в компании Canon наград, которые делятся на 3 вида: персональные, для малых групп и для цехов. Их присуждение должно продемонстрировать, что менеджмент высоко ценит усилия и результаты работы своих сотрудников.

Рис. G.5. Перечень наград, ежегодно вручаемых в компании Canon.[49]
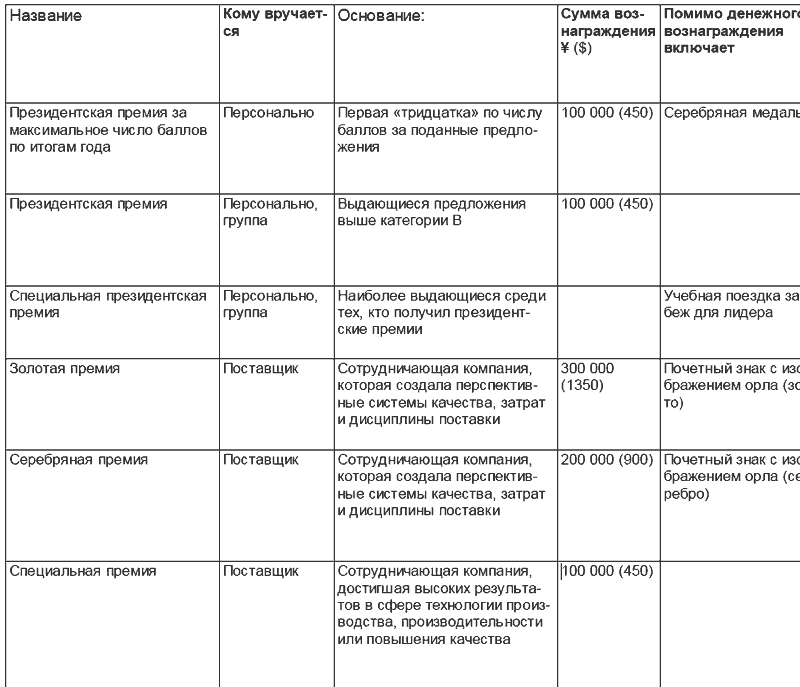
Рис. G.5 (продолжение).
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Зачем вам нужна сетевая розница и конкретная сеть
Зачем вам нужна сетевая розница и конкретная сеть Исследуя рынок розничных сетей и их поставщиков, я долго пытался понять, почему для многих продавцов вход в розничную сеть является такой большой проблемой. Что это: нежелание сетей принимать к сотрудничеству новых
Конкретная цель плюс конкретный план
Конкретная цель плюс конкретный план Заметьте, и у Эйзы Кэндлера, и у доктора Фрэнка Гансолэса было одно общее. Оба знали, что замечательные идеи можно «обналичить» посредством силы, объединяющей определенную цель и конкретный план действий.Если вы разделяете мнение, что
Ценности кайдзен
Ценности кайдзен В 1950-е годы я работал в Japan Productivity Center в Вашингтоне, округ Колумбия. Мои обязанности состояли, главным образом, в сопровождении групп японских предпринимателей, которые посещали американские компании, изучая «секрет производительности американской
Кайдзен и менеджмент
Кайдзен и менеджмент На рис. 1.2 показано, как распределяются в Японии рабочие функции. Как видно, две главные компоненты менеджмента — это поддержание и совершенствование. Под поддержанием понимаются действия, призванные сохранять текущие технологические,
Кайдзен и TQC
Кайдзен и TQC Рассмотрение движения TQC как части стратегии кайдзен позволяет получить более ясное представление о японском подходе. Прежде всего, следует отметить, что мероприятия TQC в Японии направлены не только на контроль качества. Термин «контроль качества» вводит
Кайдзен и инновации (1)
Кайдзен и инновации (1) Существует два разных подхода к прогрессу: постепенный и «большими прыжками». Японские компании обычно предпочитают первый, тогда как западные чаще привержены второму, который можно определить термином «инновации».Западный менеджмент боготворит
Кайдзен и инновации (2)
Кайдзен и инновации (2) Рис 2.6. Общая производственная цепочка.Рис. 2.6 представляет последовательность этапов прохождения продукта от научной лаборатории до рынка. Научные теории и эксперименты прилагаются к технологии, разрабатываются в проектировании,
Кайдзен и измерения
Кайдзен и измерения Мы можем сказать, что контроль качества — тоже одна из мер, а не реальность. Контроль качества начинался с выявления дефектов после завершения производственного процесса, как «посмертный» контроль. Само собой разумеется, как бы много сил это ни
Кайдзен для менеджеров
Кайдзен для менеджеров Первая составляющая программы — это кайдзен, ориентированный на менеджмент, поскольку он направлен на решение ключевых вопросов логистики и стратегии, на прогресс в целом и мораль. Поскольку кайдзен — дело всех и каждого, менеджер обязан улучшать
Кайдзен оборудования
Кайдзен оборудования Если взглянуть на кайдзен менеджмента через призму работы оборудования, мы вновь обнаружим практически неисчерпаемые возможности совершенствования. Хотя основной акцент сместился на встраивание качества в процесс проектирования, его обеспечение
Приложение A 3-MU — КОНТРОЛЬНЫЙ ЛИСТОК ДЕЙСТВИЙ КАЙДЗЕН
Приложение A 3-MU — КОНТРОЛЬНЫЙ ЛИСТОК ДЕЙСТВИЙ КАЙДЗЕН Было разработано множество систем точек проверки кайдзен, призванных помочь рабочим и менеджменту постоянно помнить о направлениях совершенствования. Ниже приводится получивший широкое распространение пример,
Приложение В КАЙДЗЕН-ДВИЖЕНИЕ 5-S(ПЯТЬ ШАГОВ)
Приложение В КАЙДЗЕН-ДВИЖЕНИЕ 5-S(ПЯТЬ ШАГОВ) Название движения 5-S происходит от пяти японских слов, которые начинаются с s: сэйри (seiri), сэйтон (seiton), сэйсо (seiso), сэйкэцу (seiketsu) и сицукэ (shitsuke). Как часть визуализируемого менеджмента, используемого программой в целом, в цехе
Приложение Е ИНСТРУМЕНТЫ КАЙДЗЕН ДЛЯ РЕШЕНИЯ ПРОБЛЕМ
Приложение Е ИНСТРУМЕНТЫ КАЙДЗЕН ДЛЯ РЕШЕНИЯ ПРОБЛЕМ Семь статистических инструментовСуществует два разных подхода к решению проблем. Первый используется, когда данные доступны, и чтобы решить конкретную проблему, нужно их проанализировать. Большая часть проблем,